
How Binding Wire is
Manufacturer and
it's Process?
let's see How binding wire
is made ?
How Steel Binding Wire is Manufactured,
Step-by-Step Process
Binding wire is the thing we have seen almost everywhere, especially in construction sites, But most of the people do not even know how it is made.
Binding wire is made from mild steel. It is strong but also flexible, which makes it perfect for tying things like steel bars in construction. Manufacturers buy thick steel rods and turn them into thin wires through a process.
The first step is called wire rod selection. Big bundles of steel rods around 1000-2000KGS are brought from steel plants. These rods are thick around 5.5mm and not ready to use directly. So the process starts from here.
Next comes the HB Wire process. HB wire is a type of mild steel wire that is mainly used in construction for binding purposes. It is strong, flexible, and easy to twist, which makes it perfect for tying steel bars.
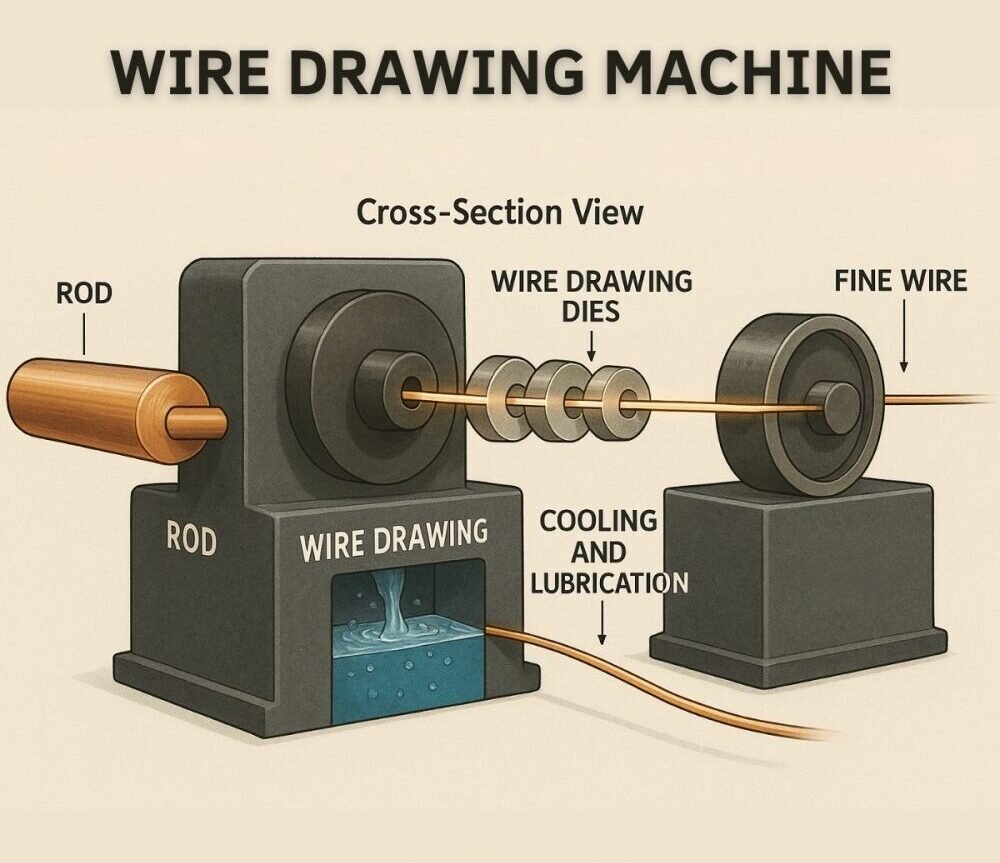
In this step, the thick steel rod is passed through machines that have small holes (called dies). Every time the rod passes through a die, it becomes thinner and hard.
The first step is selecting the 12 gauge wire rod. This is the starting thickness for making HB wire. Since the wire is hard in this form, it cannot be used directly for binding. So, the next step is annealing. In this process, the 12 gauge mild steel wire is heated in a furnace at a very high temperature (700*C). This makes the wire soft and removes its internal stress. After heating, it is cooled slowly so that it becomes flexible and does not break during further processing.
After the wire becomes soft, it goes into the wire drawing process. In this stage, the wire passes through a die, it becomes thinner and harder. This process continues until the wire size is reduced from 12 gauge to 20 gauge, which is commonly used as binding wire.
Once the required thickness is achieved, the wire is cut and made into bundles of 5 kgs/25 kgs. These bundles are easy to handle and are commonly used in the market.
After bundling, the wire is again sent for second annealing. It is heated once more in a furnace to make it soft and flexible again. After that the cooling process. The wire is allowed to cool down slowly in a normal way. It takes 5-8 hours to cool down. This helps in maintaining the balance of strength and flexibility. If cooling is not done properly, the wire can become weak and its mild steel also fades.
After cooling, the wire goes through a Quality check. The manufacturer checks if the wire has the exact 20 gauge thickness, proper strength. They also make sure the wire can bend easily without breaking, which is very important for binding work.
